このページは、2019年3月に保存されたアーカイブです。最新の内容ではない場合がありますのでご注意ください
─ 愛知製鋼(株)鍛造技術の館 見学記─
愛知県東海市の愛知製鋼さんの構内の展示館を見学した記録です。
(許可を得て、撮影、HP公開しています)
展示館は(土)日曜、年末年始、GW、夏季連休はお休みです。(2011.2.時)
※見学には予約が必要です。休館日のお問合せ、予約のお問合せは↓HPへ
─ ▽「愛知製鋼(株)鍛造技術の館」HPへ ─
見学時間は午前9〜12時、午後1〜5時。今回は10時に予約しました。
じっくり、説明していただき、気がつくと12時前。約2時間を要しました。
このぐらいの時間を考えておくことをおすすめします。
── 鍛造(「たんぞう」と読みます)──
エンジンのクランク軸のように強度の必要な部品は高温の材料を上下2つの金型の間に 入れてプレスで押して成型します。
後の工作機械で削る部分を少なくして、製作に要する時間を短縮するとともに、 鋼材のもつ繊維質が途切れないので、ねばり強い材料にする効果があります。
── 鍛造技術の館 ──
伊勢湾岸自動車道の直下を国道302号線が走っており、この道路沿い(東海ICの西:南面)に工場があります。
国道302号線沿いに案内看板があり、これに従って左折すると工場入口です。
入口のインターホンで「予約していた○○です」と告げると、遮断器が開いて中に入れます。
入って左に駐車場があります。
写真正面のガラス貼の建物が展示館です。
説明員の方がついて、詳しく説明してくれます。もちろん、その場で質問に答えてくれます。
1Fは工場の沿革の説明と、自動車(シャーシ)の実物カットモデルが展示されていて、 どこに鍛造部品が使われているか、わかるようになっています。
クランク軸や連接棒(コンロッド)以外に、車輪の懸架装置や前輪の操舵部品にも たくさんの鍛造部品が使われているのがわかります。
2Fはクランク軸の成型の説明を主体に各部品の成型に関して、現物と説明パネル、ビデオで解説されています。
さらに、一角には、知多に古くからある「大野鍛冶」の説明、展示があります。
──クランク軸──
クランク軸の製造工程を現物と説明パネル、ビデオで解説されています。
概略工程は
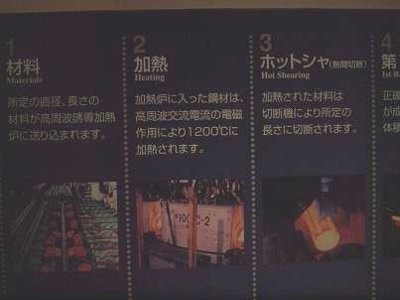
① 丸棒を高周波加熱して1200℃まで上げる。
※鋼材の融点は、添加される合金元素の量により多少変化し、概略1450〜1500℃です。
1200℃という温度は溶融しないけれども、飴のように軟らかくなっていると考えればよいでしょう。
② 所定の寸法に切断します。
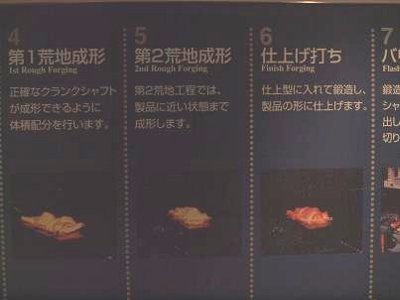
③ プレス成型します。
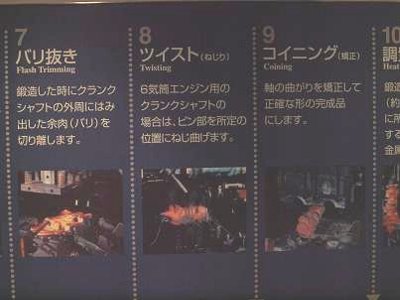
④ 金型の間に余分(バリといいます)がハミ出すので、これを切断、除去します。
⑤ 一部を捩って角度を変えます。
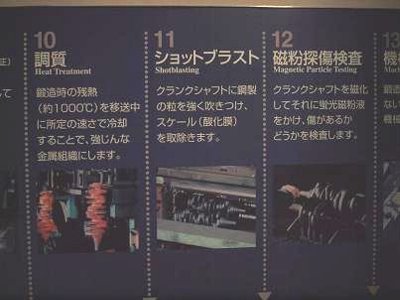
⑥ 曲がりを修正します。
⑦ 焼ナラシします。
これを説明したパネルが↓
実物サンプルがこちら↓
左:金型
右:プレス成型した製品
左:余分のバリを除去するところ
右:捩じり加工した製品
切削加工して仕上がった製品
左右のバンクで位相をずらしたV型6シリンダのクランクとわかります。
ここでご紹介した以外にも、回転バランスをとる技術や除去する部分を減らす工夫など 実物とパネルで紹介されています。
ここでは、「エンジンの話」の一部として、クランク軸の鍛造に限定して紹介しています。
最後にお土産をもらいました。「鉄力あぐり」「鉄力あくあ」といって、肥料になるのだそうです。
このページは、2019年3月に保存されたアーカイブです。最新の内容ではない場合がありますのでご注意ください